焊管
沪新拥有 35 年的生产和管理经验,经过多年的发展,已拥有一支成熟的工程技术人员队伍。工厂配备了数控折弯机、自动焊接机、涡流超声波一体机等全套生产、检验、实验设备。
沪新焊管在传统工艺上进行了升级,解决了大型焊管焊缝不圆的问题。而箱式退火炉(12m)使管道退火更加完善,也可满足特殊材料的退火,最高温度可达 1200 ℃。

产品规格
| 材质 (更多材质) |
外径 | 壁厚 | 长度 |
| 奥氏体 | 219-3000mm DN200-DN3000 8’’-118" |
4-60mm Sch5s-SchXXS |
≤12m |
| 双相钢 | |||
| 镍合金 | |||
| 钴合金 |
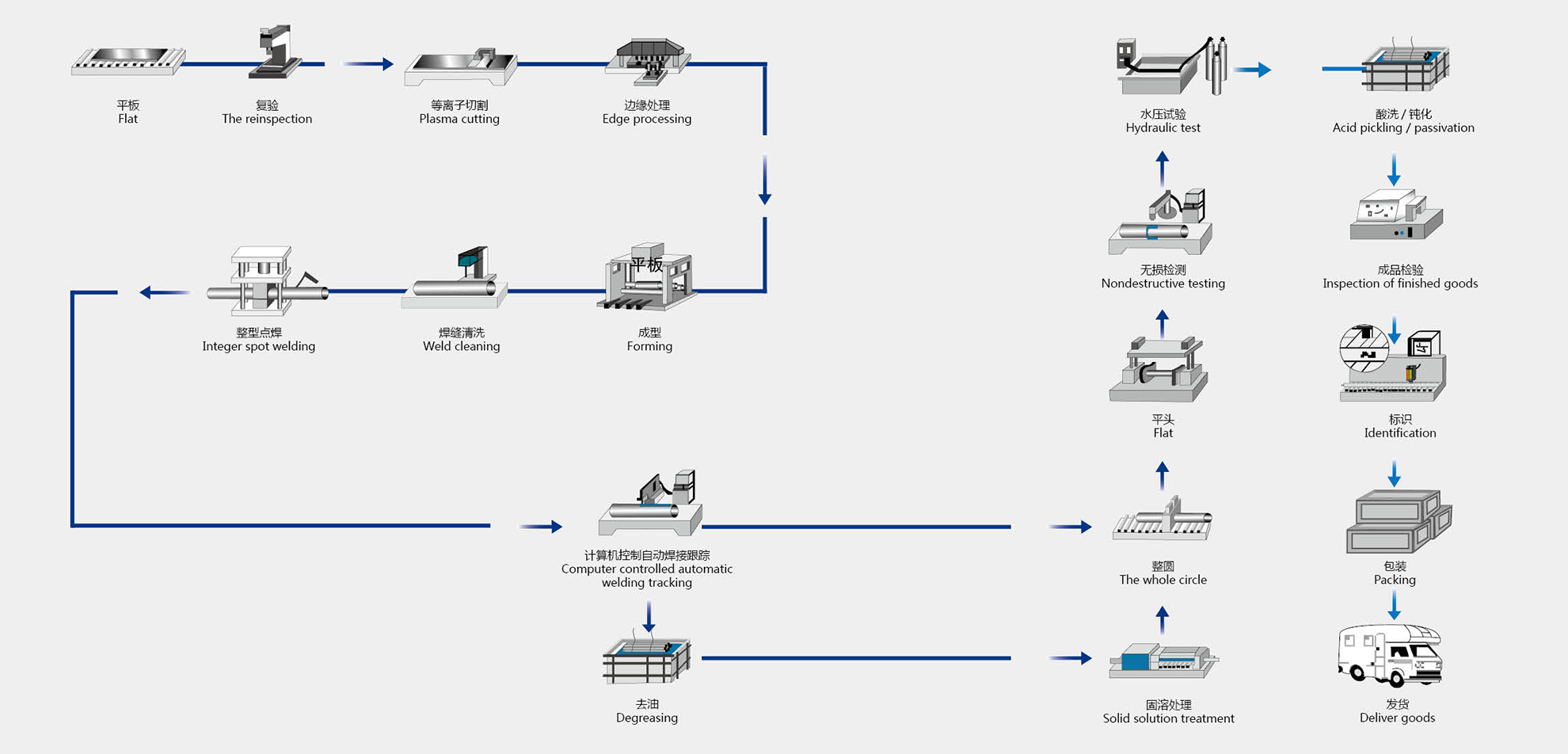
焊管生产流程
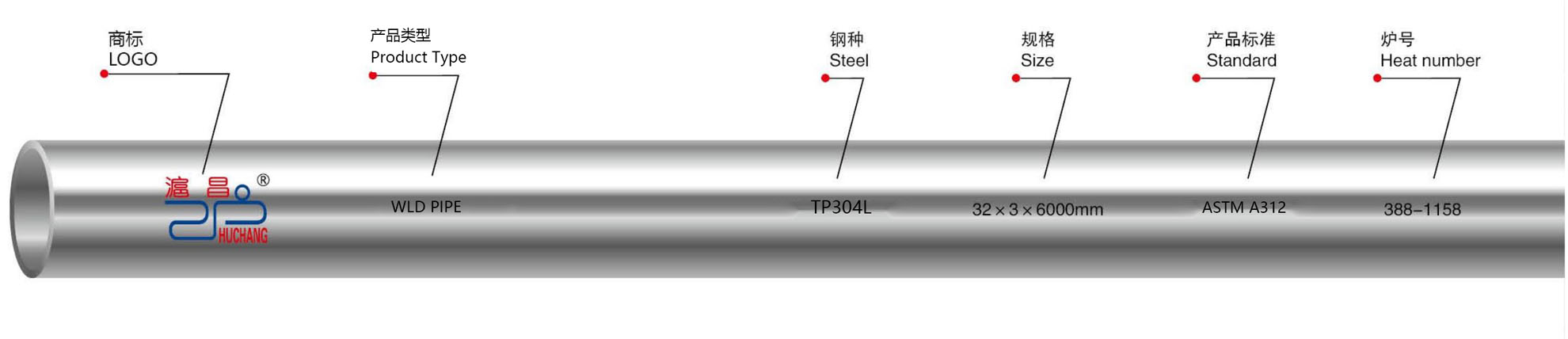
喷字
焊管的一般焊接方法
ERW焊接: ERW 焊接是一种利用电流产生高热源的焊接工艺,可将钢带或钢板的边缘熔合在一起,从而以连续高效的方式形成焊缝。
EFW焊接: EFW 焊接是一种埋弧焊工艺,结合电弧和电阻加热将钢板或钢带的边缘连接在一起,形成牢固而高效的焊缝。
PAW+GTAW 焊接: PAW+GTAW 焊接是指等离子弧焊 (PAW) 和气体钨极氩弧焊 (GTAW) 的结合,即聚焦等离子弧和钨极惰性气体弧一起使用,在各种应用中实现精确和高质量的焊缝。
